Lybover AIR installe une nouvelle aspiration de broyeur à métaux chez Scholz Rohstoffhandel GmbH
 JET SET
JET SET
 VDN
VDN
 Protections Atex pour dépoussiéreurs
JET SET
Protections Atex pour dépoussiéreurs
JET SET
JET SET
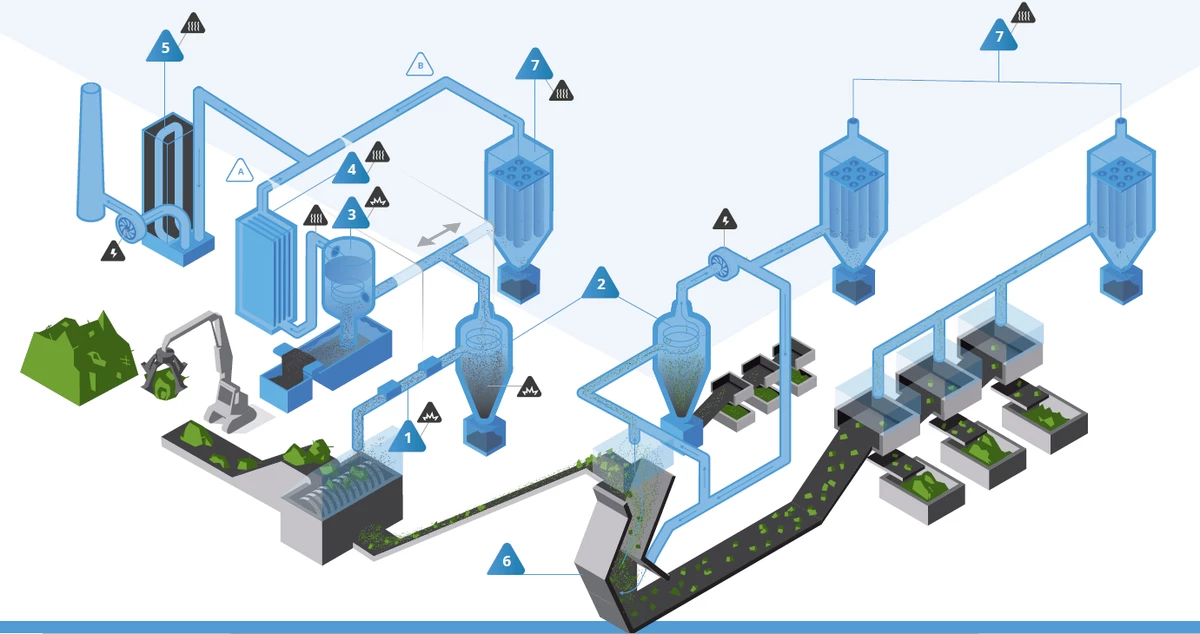 Solution d'ultrafiltration pour broyeur de ferraille
Solution d'ultrafiltration pour broyeur de ferraille
 VARIO eco Series
VARIO eco Series
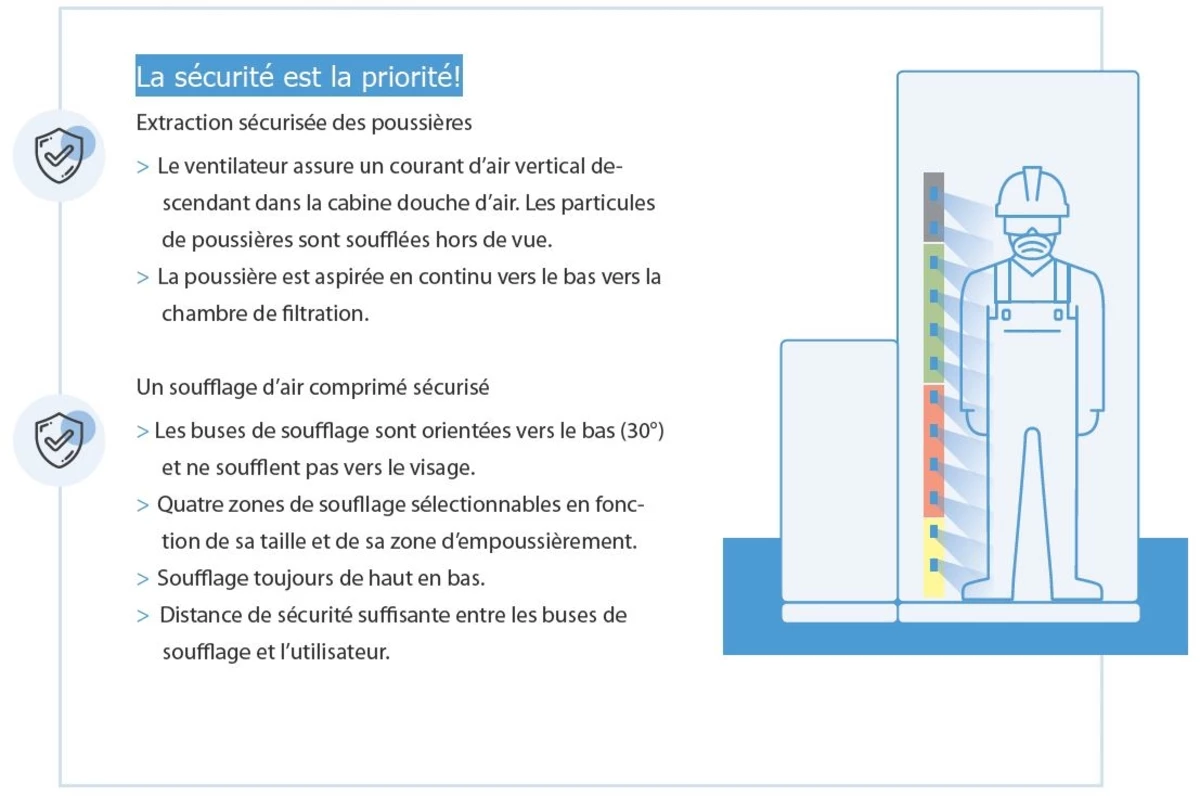 La cabine douche d'air
La cabine douche d'air
 Tables aspirantes et parois aspirantes
Tables aspirantes et parois aspirantes
 GIPOREC R 100 FDR GIGA Spezial
GIPOREC R 100 FDR GIGA Spezial
 Séparateur aéraulique Zig-Zag
Séparateur aéraulique Zig-Zag
 GIPOKOMBI RC 130
GIPOKOMBI RC 130{kind=link}
{kind=link}
{kind=link}
{kind=link}