Ce produit est recommandé pour
- mesure de poids
- calibration d'instruments
- analyse de échantillons de laboratoire
Description du produit
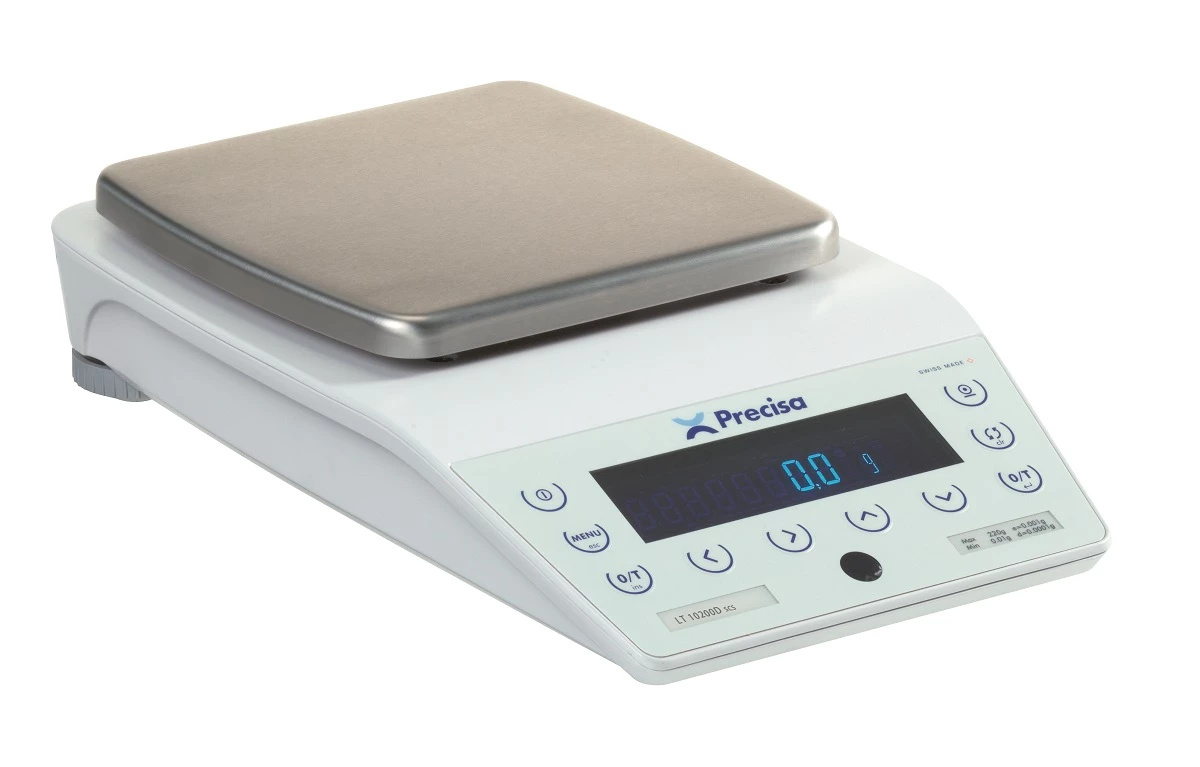
La Série 321LX M de PRECISA® est une balance de précision au milligramme, spécialement conçue pour les environnements de laboratoire exigeants. Fabriquée en Suisse, elle se distingue par sa technologie avancée et son ergonomie pensée pour faciliter l'utilisation quotidienne. Elle est équipée d'un clavier sensitive SoftTouch et d'un afficheur LED bleu qui assurent une manipulation intuitive et une lecture facile des résultats. Cette balance offre une connectivité polyvalente, notamment grâce à son système ICM pour l'auto-diagnostic, garantissant ainsi une maintenance simplifiée et une fiabilité accrue.
Avec sa cellule de pesée conventionnelle, assemblée à la main et entièrement réparable, la Série 321LX M assure des pesées stables et précises, allant de 320g à 1220g. Le plateau de pesée de 135x135mm est protégé par un pare-brise en verre, préservant ainsi la précision des mesures en minimisant les perturbations extérieures. En outre, cette balance est disponible en version métrologie légale, ce qui en fait un choix idéal pour les applications nécessitant une conformité réglementaire stricte.
La Série 321LX M est également couverte par une garantie de 2 ans, offrant une tranquillité d'esprit supplémentaire aux utilisateurs professionnels. Son design robuste et ses fonctionnalités avancées en font un outil indispensable pour toute application nécessitant des mesures précises et fiables.
Caractéristiques générales
| Caractéristique | Valeur |
|---|---|
| Alimentation | 220-240 V |
| Dimensions (LxPxH) | 228x381x124 mm |
| Dimensions du plateau | 135x135mm |
| Garantie | 2 ans |
| Plage de pesée | 320g à 1220g |
| Précision d'affichage | 1 mg |
| Temps de stabilisation | 2 s |
FAQ - Informations clés
Quelle est la plage de pesée pour la balance de précision au milligramme 321LX M ?
La plage de pesée pour la balance de précision au milligramme 321LX M est de 320g à 1220g.
Quelles sont les dimensions du plateau pour la balance 321LX M ?
Les dimensions du plateau pour la balance 321LX M sont de 135x135mm.
Questions techniques fréquentes
Comment sont traités les déchets d'abattoirs?
Dernière réponse : Le traitement des déchets d'abattoirs est un processus complexe qui doit répondre à des exigences sanitaires et environnementales strictes. Lire plus

Quels sont les couts énergétiques respectifs du recyclage du verre, de la production de verre, du recyclage du plastique et de la production de plastique ?
Dernière réponse : L'évaluation des coûts énergétiques du recyclage du verre et du plastique par rapport à leur production respective est complexe et dépend de nombreux facteurs, notamment les technologies utilisées,... Lire plus
Quels sont les procédés de tri des déchets en abattoir ?
Dernière réponse : Le tri des déchets en abattoir est un processus crucial pour garantir la gestion durable des sous-produits animaux et la conformité aux réglementations sanitaires et environnementales. Lire plus