Ce produit est recommandé pour
- transfert de fluides
- pompage de produits chimiques
- manipulation de liquides corrosifs
Description du produit
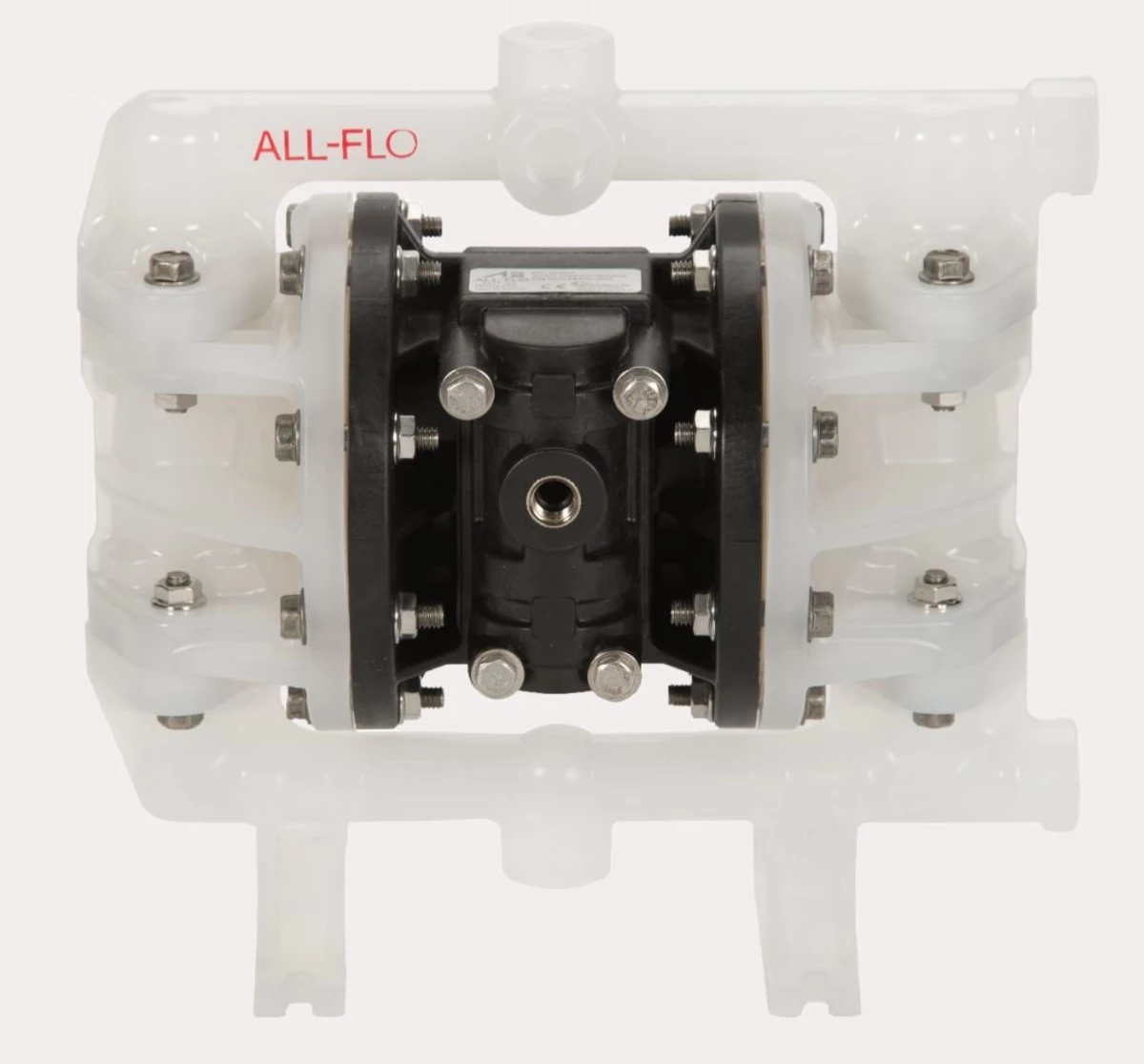
La pompe à membranes A100-BA3-TT3T-BG0 de la marque ALL-FLO® est une solution industrielle de premier choix pour le transfert de fluides. Conçue en inox avec des membranes en téflon, elle assure une résistance exceptionnelle à la corrosion et aux produits chimiques agressifs. Cette pompe est spécifiquement conçue pour offrir un débit maximal de 170 litres par minute, ce qui la rend idéale pour des applications nécessitant un transfert rapide et efficace de liquides.
Grâce à son raccordement air de 1/4" NPT(f) et une entrée/sortie produit de 1" BSP (f), elle s'intègre facilement dans différents systèmes industriels. Elle fonctionne sous une pression de service maximale de 8,3 bars et peut traiter des particules d'un diamètre allant jusqu'à 6,4 mm. Avec un poids de 17 kg, elle est relativement légère pour sa catégorie, facilitant son installation et son déplacement.
La pompe A100-BA3-TT3T-BG0 est également certifiée ATEX Ex II 2 GD c TX, garantissant son utilisation sûre dans des environnements potentiellement explosifs. Elle offre une hauteur maximale d'aspiration mouillée de 9,1 mètres et à sec de 5,2 mètres, ce qui en fait un équipement polyvalent pour diverses situations de pompage. Sa partie moteur en aluminium et sa visserie en inox contribuent à sa robustesse et à sa durabilité.
Caractéristiques générales
| Caractéristique | Valeur |
|---|---|
| aspiration/refoulement | centrale |
| bille / membrane | téflon / téflon / contre membrane santoprène |
| cylindrée par cycle | 0,56 litre |
| Débit maximal | 170 l/min |
| diamètre maxi des particules | 6,4 mm |
| échappement métallique | oui |
| entrée / sortie produit | 1" BSP (f) |
| hauteur maximale d'aspiration (à sec) | 5,2 m |
| hauteur maximale d'aspiration (mouillée) | 9,1 m |
| matériau partie mouillée | inox |
| partie moteur | aluminium |
| Poids | 17 kg |
| Pression de service maxi | 8,3 bar |
| Raccordement | taraudé |
| raccordement air | 1/4" NPT(f) |
| siège de bille | inox |
| Visserie | inox |
FAQ - Informations clés
Quelle est la capacité de débit maximal pour la pompe à membranes A100-BA3-TT3T-BG0 ?
Le débit maximal pour la pompe à membranes A100-BA3-TT3T-BG0 est de 170 l/min.
Quel est le diamètre maximal des particules pouvant être traitées par la pompe A100-BA3-TT3T-BG0 ?
Le diamètre maximal des particules que peut traiter la pompe A100-BA3-TT3T-BG0 est de 6,4 mm.
Quelle est la hauteur maximale d'aspiration à sec pour la pompe A100-BA3-TT3T-BG0 ?
La hauteur maximale d'aspiration à sec pour la pompe A100-BA3-TT3T-BG0 est de 5,2 mètres.
Quel est le poids de la pompe à membranes A100-BA3-TT3T-BG0 ?
Le poids de la pompe à membranes A100-BA3-TT3T-BG0 est de 17 kg.
Questions techniques fréquentes
Le SEBS est-il recyclable?
Dernière réponse : Le SEBS, ou styrène-éthylène-butadiène-styrène, est un polymère thermoplastique élastomère (TPE) qui est souvent utilisé comme alternative au caoutchouc vulcanisé en raison de sa capacité à être... Lire plus

Pourquoi les solvants non chlorés doivent être séparés des solvants chlorés pour leur élimination?
Dernière réponse : La séparation des solvants non chlorés des solvants chlorés pour leur élimination est une pratique importante en raison de leurs propriétés chimiques distinctes et des impacts environnementaux et... Lire plus
Est-ce que l'heptane est un solvant non chloré ?
Dernière réponse : Oui, l'heptane est un solvant non chloré. Il s'agit d'un hydrocarbure aliphatique saturé avec la formule chimique C7H16. Comme son nom l'indique, il contient une chaîne de sept atomes de carbone avec... Lire plus